| 設(shè)備名稱 | 110℃雙溫雙控加熱型軋機(jī)(Ar環(huán)境下兼容,200*250mm)-MSK-HRP-03D (2019.12.13—科晶實(shí)驗(yàn)室審核) |
||||||||||||
| 產(chǎn)品提示 | 1、多種配件可選提示 2、特殊設(shè)備尺寸設(shè)備 3、科晶實(shí)驗(yàn)室邀請(qǐng)?zhí)崾?/strong> 4、配件妥善保管提示 |
||||||||||||
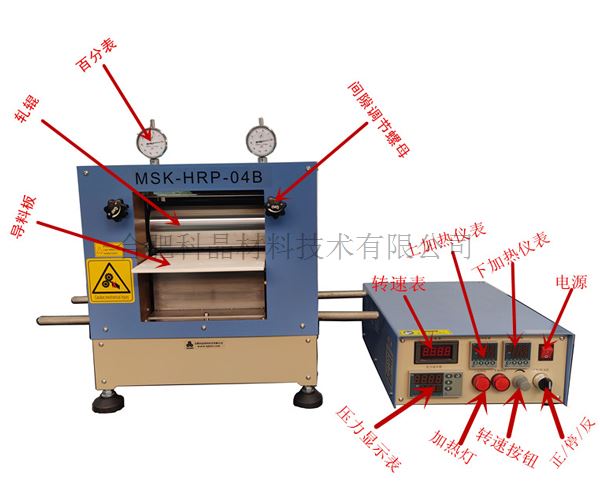
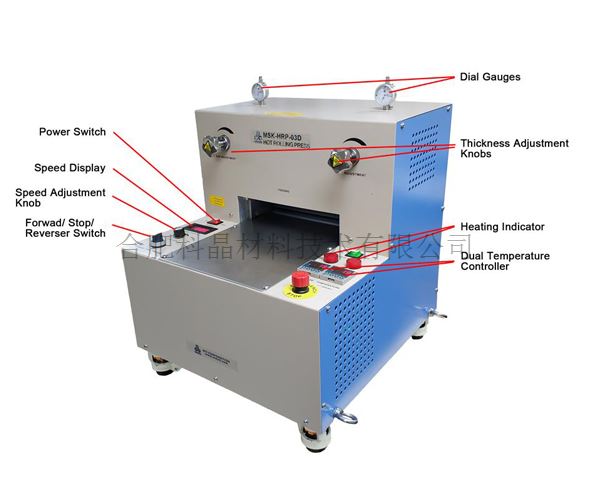
| 設(shè)備特點(diǎn) | ? 上下軋輥單獨(dú)控溫,提高控溫精度及溫度均勻性,最高溫度可達(dá)120℃。 ? 電機(jī)可正反轉(zhuǎn),操作中發(fā)現(xiàn)問(wèn)題方便退料。 ? 有機(jī)玻璃板防護(hù) 。 ? 壓片厚度可調(diào)節(jié),使用方便。 ? 軋輥采用高強(qiáng)硬質(zhì)鋼,表面鍍Cr處理。 ? 適合于實(shí)驗(yàn)室內(nèi)電池材料、少量金銀等貴金屬材料、銅鋁等有色材料的手工軋制。
調(diào)溫度 調(diào)轉(zhuǎn)速 調(diào)間隙 |
||||||||||||
| 基本參數(shù) | ? 電壓:AC220V 50HZ ? 功率:2100W ? 軋輥尺寸:Φ200mm ×250mm ? 軋輥表面硬度:HRC60以上 ? 可調(diào)間隙:0-2 mm ? 間隙精度:0.01 mm ? 軋制速度:0-60 mm/s ? 90V直流電機(jī) ? 電機(jī)功率:300W ? PID控溫 ? 兩個(gè)數(shù)顯溫度控制器,分別獨(dú)立控制兩個(gè)軋輥的溫度,可設(shè)置30段升降溫程序 ? 最高加熱溫度:120℃ ? 長(zhǎng)期使用溫度:110℃ ? 建議升溫速率: 3℃/min ? 加熱功率: 1.8KW(2根400W加熱管;2根500W加熱管) ? 控溫精度: +/-2.5 ·不可輥軋硬度>50HRC的材料 更多參數(shù)請(qǐng)聯(lián)系科晶銷售部 |
||||||||||||
| 安全配件可選 | ? 加熱部位可增加雙重超溫保護(hù),同時(shí)監(jiān)控設(shè)備溫度(圖一) ? 可選裝電源鎖和急停按鈕保護(hù)罩,防止意外觸碰。(圖二、圖三) ? 可選裝安全警示燈,提示不同工作狀態(tài)(圖四) ? 散熱風(fēng)扇增設(shè)故障報(bào)警信號(hào),發(fā)生問(wèn)題及時(shí)停機(jī)并閃燈提示(圖五)
|
||||||||||||
| 外形尺寸 | ? 外型尺寸(長(zhǎng)*寬*高):500*535*575 mm |
||||||||||||
| 凈重 | ? 凈重:175 Kg |
||||||||||||
| 質(zhì)保期 | 一年質(zhì)保期,終身維護(hù) |
科晶實(shí)驗(yàn)室用此設(shè)備做了一些材料輥壓厚度的極限測(cè)試,以供您參考。
實(shí)驗(yàn)材料:厚度為0.03mm的銅箔;涂上電極材料的鋁箔(厚度:0.131mm)。


實(shí)驗(yàn)結(jié)論:銅箔最終可輥軋最薄厚度為0.024-0.025mm之間,涂上電池材料的鋁箔最終可輥軋最薄厚度為0.024mm,具體實(shí)驗(yàn)數(shù)據(jù)如下表:
實(shí)驗(yàn)數(shù)據(jù):
實(shí)驗(yàn)步驟:分別輥軋兩種材料,從材料的原始厚度逐次逐級(jí)輥壓至輥壓機(jī)零點(diǎn)處,在零點(diǎn)處輥壓時(shí),每10、20、30、50、100次,記錄實(shí)時(shí)厚度;
(1)銅箔輥軋數(shù)據(jù)
①輥軋銅箔:前期探究過(guò)程中,由于銅箔輥軋過(guò)程中變形較小,不存在變卷,可直接在零點(diǎn)進(jìn)行輥軋;
銅箔寬度 實(shí)時(shí)厚度 輥軋次數(shù) | 10次 | 20次 | 30次 | 50次 | 100次 |
10mm | 0.026mm | 0.026mm | 0.0255mm | 0.0255mm | 0.025mm |
40mm | 0.0265mm | 0.026mm | 0.0255mm | 0.025mm | 0.024mm |
(2)涂上電極材料的鋁箔輥軋數(shù)據(jù):原始厚度:0.131mm
②輥軋涂上電池材料鋁箔:由于鋁箔型變量比較大,直接從零點(diǎn)輥軋會(huì)存在變卷,需從鋁箔原始厚度0.130mm厚開(kāi)始,每輥軋5次,間隙減少0.005mm,直至零點(diǎn),再記錄數(shù)據(jù)
鋁箔寬度 實(shí)時(shí)厚度 輥軋次數(shù) | 輥至零點(diǎn) | 10次 | 20次 | 30次 | 50次 | 100次 |
10mm | 0.047mm | 0.043mm | 0.040mm | 0.039mm | 0.036mm | 0.031mm |
40mm | 0.044mm | 0.038mm | 0.034mm | 0.033mm | 0.031mm | 0.024mm |
備注:以上數(shù)據(jù)僅供參考,更多數(shù)據(jù)請(qǐng)聯(lián)系科晶實(shí)驗(yàn)室
應(yīng)用技術(shù)提示 | ·每次使用后必須用仔細(xì)清潔滾筒表面。 ·由于軋制材料不同回彈率的影響也不同,在您軋制過(guò)程中,百分表的指示僅供您參考,在您每次軋制好材料之后,還需要用千分尺或其他測(cè)厚儀測(cè)量所軋制材料的厚度是否達(dá)到您的要求。 ·根據(jù)材料的原始厚度,每次調(diào)整百分表的指示值減少0.01mm(不超過(guò)此值,否則容易損壞設(shè)備),逐步減薄所軋制材料的厚度,使其達(dá)到您所要軋制的厚度(注:由于回彈的影響,每次減薄厚度需要來(lái)回軋制8-10次才可)。 ·不能一次將樣品輥壓到所要求的厚度,要經(jīng)過(guò)多次輥壓逐步減小其厚度,以防止樣品開(kāi)裂,達(dá)不到實(shí)驗(yàn)效果。 ·本設(shè)備可在Ar氣環(huán)境下進(jìn)行使用 ·可應(yīng)用于制備無(wú)支撐的二維金屬納米片 |
警示 | ·禁止機(jī)器未固定時(shí)使用。 ·禁止機(jī)器在運(yùn)行時(shí)打開(kāi)防護(hù)罩 ·禁止一邊壓片,一邊調(diào)節(jié)機(jī)器間隙。 ·操作人員應(yīng)仔細(xì)閱讀使用說(shuō)明書(shū),方可操作設(shè)備。 ·為了延長(zhǎng)滾筒軸承的使用壽命,建議定期使用防銹油。 ·每次使用都要清潔滾筒表面,不使用時(shí)及時(shí)清洗和用防銹油,以免腐蝕 ·禁止在任何危險(xiǎn)場(chǎng)所使用此設(shè)備,特別是禁止在I類環(huán)境(易燃?xì)怏w和蒸氣)中使用。 ·加熱或運(yùn)轉(zhuǎn)滾筒時(shí),請(qǐng)勿觸摸機(jī)器滾動(dòng)部分的表面。 ? 由于工作環(huán)境溫度不同,會(huì)影響軋輥表面溫度,可選用測(cè)溫儀表來(lái)校準(zhǔn)軋輥溫度。 |
相關(guān)可選 | ·合肥科晶提供各種電池粉料和粘結(jié)劑(圖1) ·可選購(gòu)高速三維擺震球磨機(jī)--MSK-SFM-3對(duì)樣品球磨使粒徑更小(圖2) ·可選購(gòu)小型雙槳行星式真空攪拌機(jī)--MSK-SFM-16制作電池漿料(圖3) ·可選購(gòu)底部加熱型流延涂覆機(jī)MSK-AFA-H200A制作電池極片(圖4) ·可選購(gòu)手動(dòng)紐扣電池切片機(jī)--T07來(lái)切割電池極片(圖5) ·可選購(gòu)?fù)L(fēng)柜將實(shí)驗(yàn)中有毒氣體排到室外(圖6)
圖1 圖2 圖3
圖4 圖5 圖6 |




Copyright © 2019 合肥科晶材料技術(shù)有限公司 版權(quán)所有 皖I(lǐng)CP備09007391號(hào)-1  皖公網(wǎng)安備 34012302000974號(hào)
皖公網(wǎng)安備 34012302000974號(hào)





溫度.gif")
轉(zhuǎn)速.gif")
間隙.gif")











 查看誠(chéng)信檔案
查看誠(chéng)信檔案